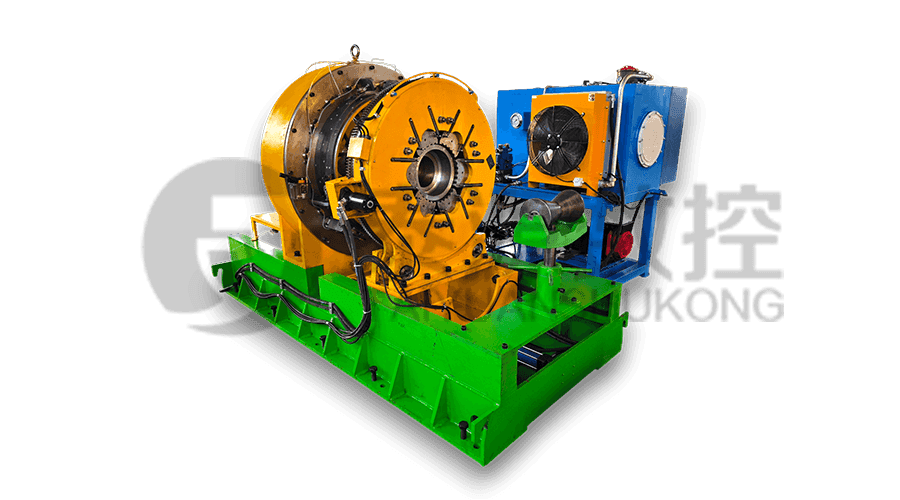
Model: Tysk-630T
De machine hanteert een Fanuc CNC -systeem met stabiele verwerkingsnauwkeurig...


Uitstekende nauwkeurigheid van apparatuurverwerking, goede stijfheid en eersteklas verwerkingsefficiëntie, zodat onze producten kunnen worden gekwalificeerd voor API-normen en de meeste marktpremiumverbindingen.

De machine hanteert een Fanuc CNC -systeem met stabiele verwerkingsnauwkeurig...




In de veeleisende omgeving van de productie van Oil Country Tubular Goods (OCTG) is het naleven van de 5CT-normen van het American Petroleum Institute (API) niet alleen een wettelijke vereiste; het is een basis voor o...

In de sector van de productie van petroleumapparatuur waar veel op het spel staat, is de overgang van op zichzelf staande apparatuur naar volledig geïntegreerde systemen niet langer een luxe, maar een technische noodz...
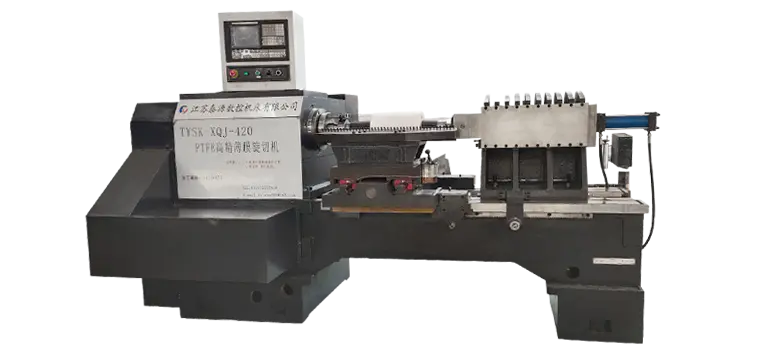
In de hoogwaardige kunststofindustrie is de efficiëntie van het omzetten van dure grondstoffen in bruikbare films een kritische maatstaf voor de winstgevendheid. Het verwerken van gevulde knuppels van PTFE (polytetraf...
Onze toewijding
Ons doel is om op maat gemaakte oplossingen te leveren aan de markt en onze klanten, of het nu gaat om een enkel product of een complete set apparatuur.
Hoewel markten, toepassingen en klanten verschillen, hebben wij een unieke aanpak die onze klanten naar succes leidt.
Wij reageren geduldig en zorgvuldig op alle vragen en feedback van klanten.
Wij zullen de klant zo snel mogelijk een professionele en redelijke offerte sturen als hij/zij om advies vraagt.
Bij nieuwe producten van onze klanten communiceren wij zeer professioneel met hen, luisteren naar hun meningen en geven praktische suggesties. Zo garanderen wij dat wij de beste producten leveren.
Wij leveren elke bestelling van onze klanten op tijd en garanderen kwaliteit en kwantiteit.

Bij het bedienen van de Joint & koppeling draaibankmachine Om boorpijpverbindingen en koppelingen te verwerken, zijn de gebruikelijke problemen met het slijtage van gereedschap en oplossingen als volgt:
Veel voorkomende problemen met gereedschapslijtage
Schurende slijtage: Tijdens de verwerking van boorpijpverbindingen en koppelingen, harde punten in het werkstukmateriaal, zoals carbiden, nitriden, enz., Snijden en krabben het gereedschapsoppervlak zoals schurende deeltjes, waardoor gereedschapslijtage wordt veroorzaakt. Vooral bij het verwerken van boorpijpmaterialen met een hogere hardheid, is schurende slijtage duidelijker.
Lijmkleding: tijdens het snijproces is er een sterke wrijving en hoge temperatuur tussen het gereedschap en het werkstukoppervlak, waardoor de atomen tussen het gereedschap en het werkstukmateriaal diffunderen en zich met elkaar binden. Wanneer het gereedschap en het werkstuk ten opzichte van elkaar bewegen, wordt het bindingspunt gescheurd, waardoor het gereedschapsmateriaal wordt weggenomen, waardoor lijmslijtage wordt gevormd. Dit type slijtage is vatbaar voor het verwerken van materialen met een hoge viscositeit.
Diffusievlaging: onder snijomstandigheden op hoge temperatuur zullen de chemische elementen van het gereedschap en het werkstukmateriaal met elkaar diffunderen, de chemische samenstelling en eigenschappen van het gereedschapsmateriaal veranderen, de hardheid en sterkte van het gereedschap verminderen, en dus de slijtage van het gereedschap verergeren. Vooral bij het snijden van boorpijpverbindingen en koppelingen met hoge snelheid, zal diffusiedlauwe slijtage ernstiger zijn.
Instort van mes: aangezien de verwerking van boorpijpverbindingen en -koppelingen meestal intermitterend snijden vereist, zoals bij het verwerken van draden, wordt het gereedschap onderworpen aan periodieke impactbelastingen. Wanneer de impactweerstand van het gereedschap onvoldoende is of de snijparameters niet correct worden geselecteerd, is de rand van het gereedschap gevoelig voor instorting van de mes, wat resulteert in voortijdig falen van het gereedschap.
Thermische vermoeidheidslijtage: tijdens het snijproces wordt het gereedschap herhaaldelijk onderworpen aan het snijden van warmte, waardoor thermische spanning wordt gegenereerd. Wanneer de thermische spanning de vermoeidheidssterkte van het gereedschapsmateriaal overschrijdt, verschijnen scheuren op het gereedschapsoppervlak. Naarmate de scheuren uitzetten en met elkaar verbinden, zal het gereedschapsmateriaal afpellen, waardoor thermische vermoeidheidslijtage wordt gevormd.
Oplossing
Kies het juiste gereedschapsmateriaal
Voor ernstige schurende slijtage kunnen carbide -gereedschappen met een hoge hardheid en goede slijtvastheid worden geselecteerd. De boorstaafverwerkingsapparatuur geproduceerd door Jiangsu Taixing CNC Machine Tool Co., Ltd. is geschikt voor verschillende gereedschappen. Het overeenkomstige carbide -gereedschapsmodel kan worden geselecteerd op basis van verschillende verwerkingsvereisten om de weerstand van het gereedschap tegen schurende slijtage te verbeteren.
Voor verbindingsslijtage en diffusiedlaire kunnen gecoate gereedschappen worden gebruikt. De coating kan een isolatielaag vormen tussen het gereedschap en het werkstuk, het directe contact tussen het gereedschap en het werkstukmateriaal verminderen en de mogelijkheid van binding en diffusie verminderen. Tin gecoate gereedschappen hebben bijvoorbeeld een goede hardheid en chemische stabiliteit, die bindings- en diffusievlagend slijtage effectief kunnen verminderen.
Optimaliseer snijparameters
Redelijk de snijsnelheid, de voedingssnelheid en het snijdendiepte aanpassen. Bij het verwerken van boorstaafverbindingen en koppelingen, als de snijsnelheid te hoog is, zal deze de slijtage van het gereedschap verergeren, vooral diffusiedlaai en thermische vermoeidheidslijtage. Selecteer volgens het werkstukmateriaal en de gereedschapsprestaties de juiste snijsnelheid. Over het algemeen moet de snijsnelheid voor boorstaafmaterialen met een hogere hardheid op de juiste manier worden verminderd.
De voedingssnelheid moet niet te groot zijn. Overmatige voedingssnelheid zal de snijkracht op het gereedschap vergroten, wat gemakkelijk te veroorzaken gereedschap en verhoogde slijtage. Het redelijke voedingssnelheidsbereik kan worden bepaald door experimenten en ervaring.
De selectie van de snijdiepte moet rekening houden met de sterkte van het gereedschap en de verwerkingsvereisten van het werkstuk en overmatige snij diepte vermijden, waardoor het gereedschap overmatige belasting zal dragen.
Verbetering van de snijomstandigheden
Maak volledig gebruik van het snijden van vloeistof. Het snijden van vloeistof heeft de functies van koeling, smering, chipverwijdering en roestpreventie, die de snijtemperatuur effectief kunnen verlagen, de wrijving tussen het gereedschap en het werkstuk kunnen verminderen en dus de slijtage van het gereedschap verminderen. Voor de verwerking van boorpijpverbindingen en koppelingen moeten het snijden van vloeistoffen met goede extreme druksmering en koeleigenschappen worden geselecteerd, zoals het snijden van vloeistoffen die extreme drukadditieven bevatten zoals zwavel en fosfor.
Reinig de chips regelmatig in het snijgedeelte om te voorkomen dat de chips zich ophopen tussen het gereedschap en het werkstuk, wat secundaire slijtage veroorzaakt. De apparatuur van Jiangsu Taixing CNC Machine Tool Co., Ltd. kan worden uitgerust met overeenkomstige apparaten voor het verwijderen van chip. Zorg voor zijn normale werking en tijdige afvoer van chips.
De kwaliteit van het slijpen van gereedschap verbeteren
Zorg voor de scherpte en oppervlaktekwaliteit van het gereedschap. Een botte rand zal de snijkracht vergroten en het vuur snijden, de gereedschapslijtage versnellen; Overmatige oppervlakteruwheid van het gereedschap zal ook de wrijving vergroten en slijtage verergeren. Daarom is het noodzakelijk om geschikte slijpechnologie en apparatuur te gebruiken om het gereedschap fijn te malen om de kwaliteit van het slijpen van gereedschap te verbeteren.
Scherp en inspecteer het gereedschap regelmatig om slijtage en schade van de gereedschappen in de tijd te detecteren, en herscherp of vervang de tools die ernstig worden gedragen om de verwerkingskwaliteit en efficiëntie te garanderen.
