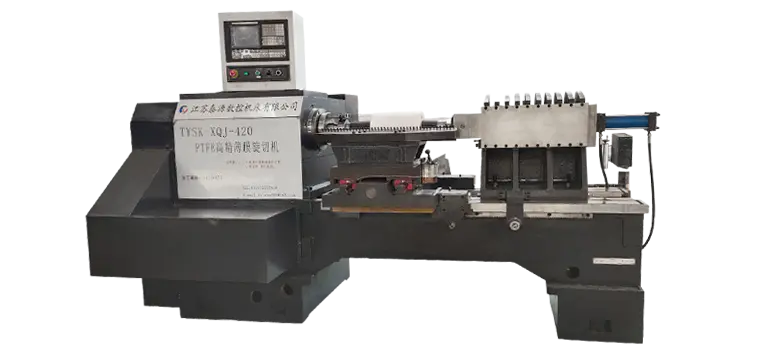
Model: Tysk-630T
De machine hanteert een Fanuc CNC -systeem met stabiele verwerkingsnauwkeurig...


Uitstekende nauwkeurigheid van apparatuurverwerking, goede stijfheid, eersteklas verwerkingsefficiëntie, zodat onze producten kunnen worden gekwalificeerd voor API-normen en het grootste deel van de marktpremiumverbinding.

De machine hanteert een Fanuc CNC -systeem met stabiele verwerkingsnauwkeurig...

De machine hanteert een Fanuc CNC -systeem met stabiele verwerkingsnauwkeurig...




In de veeleisende omgeving van de productie van Oil Country Tubular Goods (OCTG) is het naleven van de 5CT-normen van het American Petroleum Institute (API) niet alleen een wettelijke vereiste; het is een basis voor o...

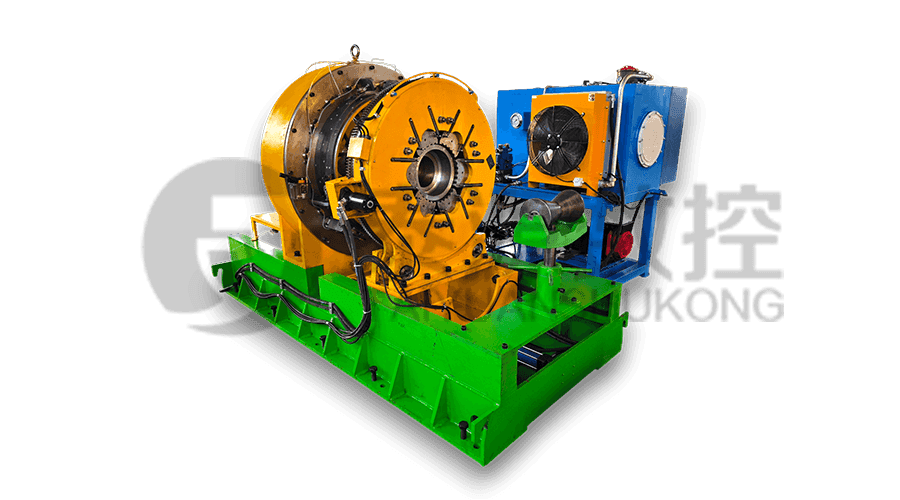
In de sector van de productie van petroleumapparatuur waar veel op het spel staat, is de overgang van op zichzelf staande apparatuur naar volledig geïntegreerde systemen niet langer een luxe, maar een technische noodz...
In de hoogwaardige kunststofindustrie is de efficiëntie van het omzetten van dure grondstoffen in bruikbare films een kritische maatstaf voor de winstgevendheid. Het verwerken van gevulde knuppels van PTFE (polytetraf...
Onze toewijding
Ons doel is om op maat gemaakte oplossingen te leveren aan de markt en onze klanten, of het nu gaat om een enkel product of een complete set apparatuur.
Hoewel markten, toepassingen en klanten verschillen, hebben wij een unieke aanpak die onze klanten naar succes leidt.
Wij reageren geduldig en zorgvuldig op alle vragen en feedback van klanten.
Wij zullen de klant zo snel mogelijk een professionele en redelijke offerte sturen als hij/zij om advies vraagt.
Bij nieuwe producten van onze klanten communiceren wij zeer professioneel met hen, luisteren naar hun meningen en geven praktische suggesties. Zo garanderen wij dat wij de beste producten leveren.
Wij leveren elke bestelling van onze klanten op tijd en garanderen kwaliteit en kwantiteit.

Jiangsu Taiyuan CNC Machine Tool Co., Ltd. heeft een verscheidenheid aan CNC -machine -tools voor pijpverwerking. Het volgende is de methode voor het aanpassen van de snijparameters van CNC -buisdraadmachine Om de draadkwaliteit te garanderen bij het verwerken van buizen van verschillende materialen:
Verwerkingstalen buizen verwerken
Snijdsnelheid: voor leidingen gemaakt van medium koolstofstaal kan de snijsnelheid ongeveer 100-200 m/min zijn. Als het legeringsstaal is, moet de snijsnelheid vanwege de hoge hardheid op de juiste manier worden gereduceerd tot ongeveer 80-150 m/min om overmatige slijtage van het gereedschap te voorkomen en de oppervlaktekwaliteit van de draad te waarborgen.
Voedingssnelheid: meestal is de voedingssnelheid per revolutie geschikter bij 0,5-1,2 mm/rev. Voor threads met hoge precisievereisten kan een kleinere voedingssnelheid, zoals 0,5-0,8 mm/rev, worden geselecteerd om de afwerking en precisie van de thread te verbeteren.
Snijd diepte: volgens de specificaties en vereisten van de draad kan de snijdiepte worden geregeld op 1-2 mm tijdens ruwe bewerking en 0,2-0,5 mm tijdens fijne bewerking.
Koperen pijpen verwerken
Snijdsnelheid: de hardheid van koper is relatief laag en de snijsnelheid kan op de juiste manier worden verhoogd, in het algemeen rond 200-300 m/min. De snelheid moet echter niet te hoog zijn, anders kan dit ervoor zorgen dat koperen chips om het gereedschap omwikkelen en de verwerkingskwaliteit beïnvloeden.
Feedsnelheid: de voedingssnelheid kan worden geselecteerd tussen 0,8-1,5 mm/rev. Vanwege de goede ductiliteit van koper kan een grotere voedingssnelheid de snijkracht verminderen en overmatige vervorming van het materiaal voorkomen, maar er moet ook worden opgemerkt dat het niet te groot moet zijn om te voorkomen dat de draadnauwkeurigheid wordt beïnvloed.
Snijd diepte: de snijdiepte kan 1,5-2,5 mm zijn tijdens ruwe bewerking en 0,3-0,6 mm tijdens fijne bewerking.
Aluminium pijpen verwerken
Snijdsnelheid: aluminium heeft een lage hardheid en goede snijprestaties, dus de snijsnelheid kan hoger zijn, meestal 300-500 m/min. Er moet echter aandacht worden besteed aan het probleem van de opgebouwde rand die kan optreden tijdens het snijden van hoge snelheid, die kan worden opgelost door geschikte koel- en smeermaatregelen.
Feedsnelheid: de voedingssnelheid kan ongeveer 1-2 mm/rev zijn. Omdat aluminium materialen zachter zijn, kan een grotere voedingssnelheid de verwerkingsefficiëntie verbeteren, maar het is noodzakelijk om te voorkomen dat overmatige voedingssnelheid defecten zoals krassen op het schroefdraadoppervlak veroorzaakt.
Snijd diepte: de snijdiepte kan 2-3 mm zijn tijdens ruwe verwerking en 0,3-0,8 mm tijdens de fijne verwerking.
Roestvrijstalen stalen pijpen verwerken
Snijdsnelheid: roestvrij staal heeft hoge sterkte en hardheid en is vatbaar voor het harden. De snijsnelheid is over het algemeen 60-120 m/min. Te lage snelheid zal verhoogde gereedschapsslijtage veroorzaken, en te hoge snelheid kan gereedschapsburns en werkstukvervorming veroorzaken.
Voedingssnelheid: de voedingssnelheid per revolutie is in het algemeen 0,3-0,8 mm/Rev. Een kleinere voedingssnelheid kan de snijkracht verminderen, de mate van werkharden verminderen en helpen om de draadkwaliteit te garanderen.
Snijd diepte: de snijdiepte kan worden geregeld op 0,8-1,5 mm tijdens ruwe bewerking en 0,1-0,3 mm tijdens fijne bewerking.
